НЊбпЧјЬьГЩШШЙЄЕчЦїГЇ
СЊЯЕШЫ: ХэЯШЩњ
ЪжЛњ: 13805267249
ЕчЛА: 0523-88601162
ДЋец: 0523-88606949
гЪЯф: rgdqpj@rgdqpj.com
ЭјжЗ: www.jytcrg.com
ЕижЗ: НЊбпЧјКщСжЙЄвЕдАЧј
Н№ЪєВЈЮЦВЙГЅЦїВФСЯбЁдёвдМАзмГЩКИжЪСППижЦ
РДдДЃКwww.jytcrg.com ЗЂБэЪБМфЃК2017-06-22
Н№ЪєВЈЮЦВЙГЅЦїВФСЯбЁдёЪЧжСЙиживЊЕФЃЌКУЕФН№ЪєВЈЮЦВЙГЅЦїВФСЯПЩвджЦзїГіадМлБШИќИпЕФН№ЪєВЈЮЦВЙГЅЦїЃЌвђДЫЮвУЧвЊНїЩїбЁдёЁЃЯШН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯБиаыгыЯрНгДІЕФЙмЕРРяУцЕФЛњжЦКЭСЌНгЕФИїИіВПМўЖМЯрШнЃЌвђЮЊН№ЪєВЈЮЦВЙГЅЦїЕФБкКёЖМЗЧГЃЕФБЁЃЌЫљвдЗЧГЃШнвзвђЮЊвЛаЉЗўЪЮдвђЦЦЛЕСЫећИіН№ЪєВЈЮЦВЙГЅЦїЕФећЬхадЁЃЛЙгаОЭЪЧН№ЪєВЈЮЦВЙГЅЦїЕФЮТЖШвВОіЖЈСЫН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯбЁдёЃЌвЛАуЧщПіЯТН№ЪєВЈЮЦВЙГЅЦїЕФЙЄзїЮТЖШЪЧЃЈ-253Ёц~600ЁцЃЉЃЌдкИпЮТЕФЧщПіЯТН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯашвЊТњзузуЙЛЕФШШЮШЖЈадЁЃЕЭЮТЪБКђЕФН№ЪєВЈЮЦВЙГЅЦїгжвЊТњзуСМКУЕФЕЭЮТадФмЃЌвђЮЊЕЭЮТЧщПіаЁН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯЕФДрадЖдБэУцШБЯнЪЎЗжУњИаЃЌвђДЫЖдВФСЯЕФБэУцгІПижЦбЯИёЁЃ
КѓвЛЕуЪЧН№ЪєВЈЮЦВЙГЅЦїЕФЪйУќКЭгІСІОіЖЈСЫН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯбЁдёЃЌвЛАуЩшМЦЬѕМўЯТН№ЪєВЈЮЦВЙГЅЦїЕФЦЃРЭДЮЪ§ЮЊ1500ДЮЃЌвЊЧѓИпЪйУќЕФН№ЪєВЈЮЦВЙГЅЦїгІИУЩшМЦдкЕЏадЗЖЮЇФкЙЄзїЃЌЫљвдвЛЖЈвЊбЁдёЕЏадНЯКУЕФВФжЪЁЃКѓЭЦМіН№ЪєВЈЮЦВЙГЅЦїЕФВФСЯбЁдёжївЊгаВЛатИжЃЌЮ§ЧрЭКЭюыЧрЭЁЃ
ВЈЮЦЙмзмГЩКИНгжЪСППижЦЃК
змГЩКИНгАќРЈЗЈРМКИЁЂзщКЯКИЁЃзщКЯКИЪЧжИВЈЮЦЙмгыЙмЪНЗЈРМЁЂжаМфЗЈРМНјааыВЛЁКИНгЁЃвЊЕуЪЧЗЈРМгыВЈЮЦЖЫУцЬљбЯЃЌвдВЈЮЦЙмгыжсЯђЕФДЙжБЖШЁЃКИНгЪБВЛЕУгІВЈЮЦЙмЕФФкЭтБэУцНгЕив§ЛЁЃЌЪЉКИЪБЕчЛЁЗНЯђгІЖдзМКёМўЃЌЗРжЙКИЫйЙ§Т§ЛђКИНгЕчСїЙ§ДѓЖјБЛЕчЛЁЩеЪДЁЃетжжЧщПідкЪЙгУжаВЛЕЋЧПЖШЕЭЃЌЖјЧввВЛсдьГЩВЈЮЦЙмВуМфНјШыНщжЪЁЃзщКЯКИАќРЈжаМфЗЈРМЖдКИЃЌНгЙмгыЗЈРМКИНгЁЂБъзМЗЈРМгыНгЙмКИНгЁЂЕМЯђПщКИНгЕШЁЃЪЉКИЪБгІбЯМгБЃЛЄЃЌЗРжЙВЈЮЦЙмКИНгЗЩНІЮяЩеЩЫВЈЮЦЙмБэУцЃЌГЩЮЊЕуЪДдДЁЃЖдгкгаЦјУмадвЊЧѓЕФКИЗьЃЌШчжаМфЗЈРМЖдКИКЭНгЙмгыЗЈРМКИНгЃЌЖрВуКИБиаыбюИчЧхдќЃЌЗРжЙВњЩњСбЮЦЃЌЦјПзЁЃЪЉКИЧАКИНгВПЮЛбѕЛЏВуБиаыЧхГ§ЕєЁЃ
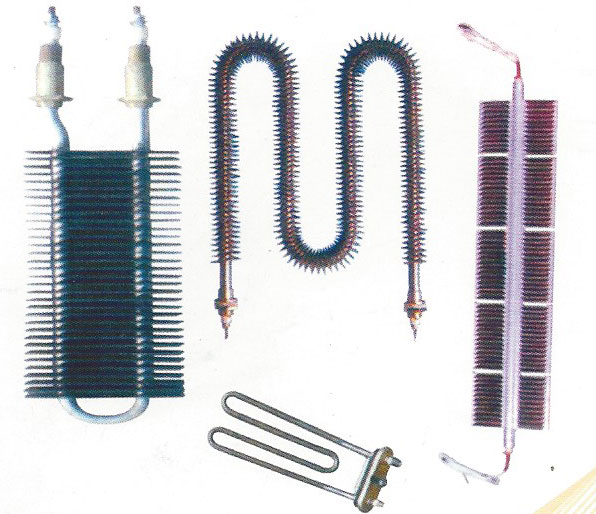
НЊбпЧјЬьГЩШШЙЄЕчЦїГЇЪЧЩњВњИїжжЕчШШЕчЦїЁЂН№ЪєШэЙмЁЂН№ЪєВЈЮЦХђеЭНкЁЂЗЧН№ЪєХђеЭНкЁЂВЙГЅЦїЁЂЕЏЛЩЕѕМмЁЂЕчШШЙмЕФзЈвЕГЇМвЁЃБОГЇЩњВњЕФВњЦЗЙуЗКгІгУгкжЦвЉЁЂЛЏЙЄЁЂгЁЫЂЁЂАќзАЁЂЪЏгЭЁЂЫмСЯЁЂЕШаавЕЁЃгХжЪЕФВњЦЗЃЌЭъЩЦЕФЪлКѓЗўЮёЃЌЪЙЮвГЇЪїСЂСМКУЕФЦѓвЕаЮЯѓЃЌВЂЕУЕНЙуДѓгУЛЇЕФвЛжТКУЦРКЭаХРЕШШГЯЛЖгКЃФкЭтХѓгбЛнЙЫЃЌЛЖгРДЕчзЩбЏЃК0523-88601162
ЁЁЁЁ
ЯрЙиаТЮХ
- ЧГЬИОлЫФЗњввЯЉШэЙмЕФгІгУЧщПі
- МђЮіОлЫФЗњввЯЉПЩвдЪЙгУЪВУДбљЕФеГКЯМС
- ЕчШШЙмВФСЯдѕУДбЁдё
- ВЛатИжН№ЪєШэЙмГЇМвЮЊФњНВНтгАЯьВЛатИжН№ЪєШэЙмВњвЕЗЂеЙЕФвђЫи